


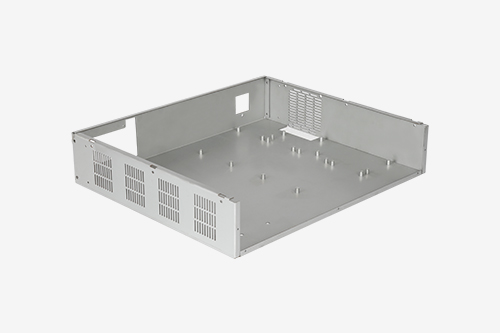
您知道深圳机械零件加工不得不了解的技术要求吗?今天小编来具体为大家分析下,希望对大家有所帮助。
零件的轮廓处理:
1、未注形状公差应符合GB1184-80的要求。
2、未注长度尺寸允许偏差±0.5mm。
3、未注圆角半径R5。
4、未注倒角均为C2。
5、锐角倒钝。
6、锐边倒钝,去除毛刺飞边
零件表面处理:
1、零件加工表面上,不应有划痕、擦伤等损伤零件表面的缺陷。
2、加工的螺纹表面不允许有黑皮、磕碰、乱扣和毛刺等缺陷。 所有需要进行涂装的钢铁制件表面在涂漆前,必须将铁锈、氧化皮、油脂、灰尘、泥土、盐和污物等除去。
3、除锈前,先用有机溶剂、碱液、乳化剂、蒸汽等除去钢铁制件表面的油脂、污垢。
4、经喷丸或手工除锈的待涂表面与涂底漆的时间间隔不得多于6h。
5、铆接件相互接触的表面,在连接前必须涂厚度为30~40μm防锈漆。搭接边缘应用油漆、腻子或粘接剂封闭。由于加工或焊接损坏的底漆,要重新涂装。
零件的热处理:
1、经调质处理,HRC50~55。
2、中碳钢:45 或40Cr 零件进行高频淬火,350~370℃回火,HRC40~45。
3、渗碳深度0.3mm。
4、进行高温时效处理。
精加工后技术要求:
1、精加工后的零件摆放时不得直接放在地面上,应采取必要的支撑、保护措施。
2、加工面不允许有锈蛀和影响性能、寿命或外观的磕碰、划伤等缺陷。
3、滚压精加工的表面,滚压后不得有脱皮现象。
4、最终工序热处理后的零件,表面不应有氧化皮。经过精加工的配合面、齿面不应有退火
零件的密封处理:
1、各密封件装配前必须浸透油。
2、组装前严格检查并清除零件加工时残留的锐角、毛刺和异物。保证密封件装入时不被擦伤。
3、粘接后应清除流出的多余粘接剂。
齿轮技术要求:
1、齿轮装配后,齿面的接触斑点和侧隙应符合GB10095和GB11365的规定。
2、齿轮(蜗轮)基准端面与轴肩(或定位套端面)应贴合,用0.05mm塞尺检查不入。并应保证齿轮基准端面与轴线的垂直度要求。
3、齿轮箱与盖的结合面应接触良好。
轴承技术要求:
1、装配滚动轴承允许采用机油加热进行热装,油的温度不得超过100℃。
2、轴承外圈与开式轴承座及轴承盖的半圆孔不准有卡住现象。
3、轴承外圈与开式轴承座及轴承盖的半圆孔应接触良好,用涂色检查时,与轴承座在对称于中心线120°、与轴承盖在对称于中心线90°的范围内应均匀接触。在上述范围内用塞尺检查时,0.03mm的塞尺不得塞入外圈宽度的1/3。
4、轴承外圈装配后与定位端轴承盖端面应接触均匀。
5、滚动轴承装好后用手转动应灵活、平稳。
6、上下轴瓦的结合面要紧密贴和,用0.05mm塞尺检查不入。
7、用定位销固定轴瓦时,应在保证瓦口面和端面与相关轴承孔的开合面和端面包持平齐状态下钻铰、配销。销打入后不得松动。
8、球面轴承的轴承体与轴承座应均匀接触,用涂色法检查,其接触不应小于70%。
9、合金轴承衬表面成黄色时不准使用,在规定的接触角内不准有离核现象,在接触角外的离核面积不得大于非接触区总面积的10%。
推荐阅读
产品中心

关于我们
应用案例
服务支持
新闻中心























 相关新闻
相关新闻 相关产品
相关产品










