



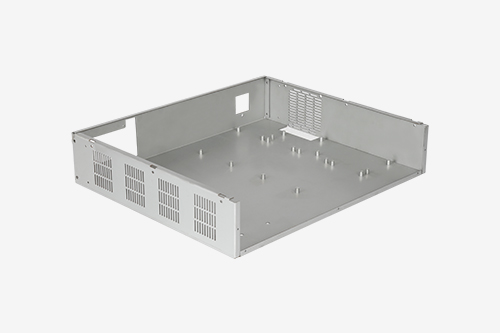
汽车背光板加工结构要求:
1、结构设计:几何形状应尽可能有利于成型,避免模具复杂化。
1.1 例如,如果产品可以设计为行走插件类型,则不应设计为行走滑块类型。此外,由汽车背光灯加工模具上的行走滑块制成的产品会有焊缝,这会影响产品的美观。如果是导光板,会影响亮度。
2、插入件的孔一般应大于1.0mm,以避免滑动过程中板材中断。
3、壁厚结构
3.1 热固性塑料材料:最薄处壁厚:1.5~2.5mm。
3.2 热塑性材料:最薄部分的壁厚:0.25mm,但由于注塑成型的限制,当按1.1英寸计算时,产品的壁厚应至少为0.4mm。
3.3 加强:为避免汽车背光灯加工件受力变形,可在不影响产品组装的情况下适当加强。
3.4 支撑面:为避免摩擦造成底切面磨损,尽量不要使用全平面支撑。
3.5 圆角:在不影响装配的情况下,可以适当添加圆角,以便于脱模。
推荐阅读
产品中心

关于我们
应用案例
服务支持
新闻中心























 相关新闻
相关新闻 相关产品
相关产品










