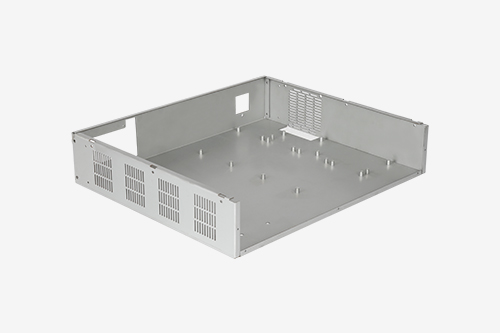
小间隙圆角边冲裁也称为平滑冲裁。非标准新能源硬件零件在不同的下料工艺中加工,圆角边缘的设置方向也不同。下料时,在凹模上打开,模座锋利;在冲压机中,它在模座上打开,凹模是锋利的。
一般情况下,边缘的小圆角为下料原材料壁厚的10%,下料间隙为0.01~0.02mm,此时下料力比一般下料大50%。
这种冲压方法适用于塑性良好的原材料,如高碳钢、铝、铜等原材料。冲压制品的规格精度可达IT9~IT11,截面粗糙度Ra=0.5~0.63μm
在冲压件工厂的冲压生产过程中,无论模具外壳的间隙尺寸是否合适,风扇五金精密零件的加工都会立即危及冲压件的质量。那么,在具体的冲压生产过程中,哪些不科学的关键因素导致了模具外壳间隙?
1.冲压生产制造中使用的厚钢板弯曲过大,导致新能源冲压五金件厚钢板加工不均匀;
2.模具外壳生产制造偏差:冷冲压模具零件加工不符合工程图纸,底板平整度不好;
3.由于模具外壳的安装偏差:导向部分的间隙较大,凹凸模具的安装不同;
4.由于压力机的精度差:如果压力机滑轨之间的间隙过大,滚轮底边缘与超作台表面之间的同轴度不好,或滚轮行程排列与压力机柜台面之间的垂直角度不好,超作台的刚性差,冲裁过程中产生的偏转值会导致间隙的变化
推荐阅读
产品中心

关于我们
应用案例
服务支持
新闻中心























 相关新闻
相关新闻 相关产品
相关产品