



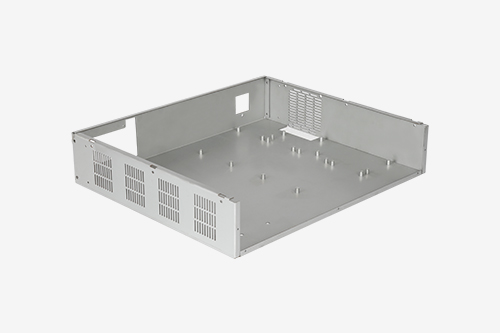
五金件加工厂家在冲压过程中,模具凸模折断的原因可能包括以下几种:
材料选择不当:模具材料的选择应根据冲压件的材料和尺寸形状来确定。如果选择的模具材料不合适,可能会导致凸模在冲压过程中折断。
模具热处理不合格:模具经过热处理后,如果硬度范围不合理,比如过低或过高,都可能导致凸模在冲压过程中折断。
模具设计不合理:模具设计时,如果凹模和凸模的间隙过大或过小,或者凸模的形状不符合要求,都可能导致凸模在冲压过程中折断。
冲压工艺不正确:如果冲压工艺不正确,如冲压速度过快或过慢,冲压力过大或过小等,都可能导致凸模在冲压过程中折断。
模具维护不当:如果模具没有及时进行维护,比如清理、润滑等,都可能导致凸模在冲压过程中折断。
操作不当:如果操作人员没有经过专业培训,或者操作过程中没有按照要求进行,都可能导致凸模在冲压过程中折断。
为了减少凸模折断的情况发生,五金件加工厂家可以采取以下措施:
合理选择模具材料,确保热处理后的硬度范围符合要求。
优化模具设计,确保凹模和凸模的间隙合理,同时保证凸模的形状符合要求。
制定合理的冲压工艺,确保冲压速度、冲压力等工艺参数符合要求。
定期进行模具维护,包括清理、润滑等,确保模具的使用寿命。
提高操作人员的专业素质,加强操作规范的培训和监督,确保操作过程的正确性和规范性。
通过采取以上措施,可以降低模具凸模折断的风险,提高生产效率和产品质量。
推荐阅读
产品中心

关于我们
应用案例
服务支持
新闻中心























 相关新闻
相关新闻 相关产品
相关产品










